��늙C(j��)��׃������ij��ι�ˇ����
��(l��i)Դ��www.meifuyin.cn �l(f��)��r(sh��)�g��2020-03-21
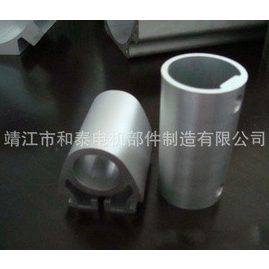
׃��������Ҫ���������^(gu��)���и�׃�����Ͳ�ڵĺ������ë����ֱ��׃����С����ģ�ߵ��g϶С�ڰ��Ϻ����׃����������������c(di��n)�����ڲ��ϵ�׃����̎�ھ��������£����Ϯa(ch��n)���ܴ�ļӹ�Ӳ�������پ���׃��(x��)�������ˏ�(qi��ng)�ȣ���(j��ng)����׃�κ����µı���ֲڶ�С��
����늙C(j��)���w��AҪ��õ� ����Ӳ�ȵı��棬��ں�С�����ϵĺ��������Ҫ�M(j��n)��׃������ij��ι�ˇ������(j��)ǰ�挦(du��)׃�������ʵ�Ӌ(j��)����֪ԓ�������һ�������ֵ��ע���������ģ�A�Ǽ������Q(ch��ng)���İ�ģ���F�ǣ��䌦(du��)׃����������ij����|(zh��)���Լ������y���������ɺ��Ե�Ӱ�������(j��)��(j��ng)�(y��n)�����F��һ����10��һ20��֮�g���ڴ���ȡ15��������늙C(j��)���w׃�������׃���Ƕ���
һ����߅��ʽ�͉�߅��
����׃��������Ҫ�nj�(du��)��A�ڲ���׃���^(gu��)�������Ԍ�(du��)�ډ�߅Ȧ����߅�������Դ��ڷ��������������׃���^(gu��)����ģ�߲������b�ĽY(ji��)��(g��u)��
����׃����������ģ��ģ
����(du��)����A�������׃������r(sh��)����߅��(�����)��(y��ng)��������t���ă�(n��i)�����ϣ�Ӱ푮a(ch��n)Ʒ�ߴ��c������
���ڰ��ϳ��Δ�(sh��)ֵģ�M�^(gu��)������Ӱ푛_�����νY(ji��)�������غܶ������а���ģ�ߵ��Π�ͽY(ji��)��(g��u)�����ӽ��(sh��)�������Ĵ�С����ȼ����ϵ�����(d��ng)����߅����Ħ���͝�(r��n)�����W(w��ng)���|(zh��)������r�����˜�(zh��n)�_�،�(du��)�_�������^(gu��)���M(j��n)�з����������Ҫ�����ش_��ë������Ʒ�ij�ʼ�Π������υ���(sh��)�������|�����Ħ����(r��n)��ģ���е��o����(d��ng)�B(t��i)Ħ��ϵ��(sh��)��ճ��ϵ��(sh��)���Լ������C(j��)����һ�\(y��n)��(d��ng)����(xi��n)����߅���ļ��d��ʽ�ͼ��d����(xi��n)���W(w��ng)��?j��n)?sh��)���ȅ���(sh��)��
����
���P(gu��n)��
- �X늙C(j��)���ӟ����İ��b�{(di��o)ԇ
- ��늙C(j��)�����m�÷���
- Ӱ��Pʽ늙C(j��)���|(zh��)��������
- ��̩늙C(j��)�������ʡ��
���P(gu��n)�a(ch��n)Ʒ




���YӍ
(li��n)ϵ�҂�
 ��ԃ(x��n)�ᾀ(xi��n)��
��ԃ(x��n)�ᾀ(xi��n)��
18952620099
���棺
�֙C(j��)��13705260088
��ַ��һ�S(ch��ng)�������������(zh��n)�A·78̖(h��o)���S(ch��ng)���������R����·78̖(h��o)